S Elektromagnetisk bromsning förbättrar stålkvaliteten vid
advertisement

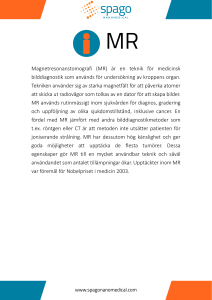
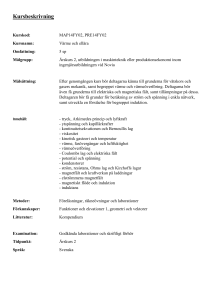
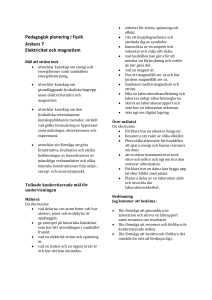
S T R Ä N G G J U T N I N G Elektromagnetisk bromsning förbättrar stålkvaliteten vid stränggjutning tidskrävande och dessutom är utprov- Elektromagnetisk bromsning av stålflödet i kokillen i stränggjutnings- rats med hjälp av den utvecklade statio- maskiner förbättrar kvaliteten hos det gjutna stålet genom att mängden nära modellen 3 : icke-metalliska inneslutningar, som kan transporteras ned i stålet speci- I ningsmiljön svår. Därför har ABB satsat på att utveckla beräkningsmodeller för stålflödet vid olika arrangemang av spolkonfigurationer för alstring av det statiska magnetfältet [1, 2]. Resultat av beräkningar med hjälp av dessa modeller redovisas nedan, och vidare redovisas jämförelser med mätningar på utförda installationer i syfte att verifiera beräkningsresultaten. Följande tre konfigurationer har stude- Grundkonfiguration: två lokala magnet- ellt vid hög gjuthastighet, reduceras. Vid ABB Industrial Systems har fält placerade utmed strängens bredd stålflödet i stränggjutningskokillen under inverkan av elektromagnetisk II Konfiguration Ruler (linjal): ett enda bromsning undersökts med hjälp av omfattande beräkningar. magnetfält som täcker hela strängbredden S tändigt stegrade krav på hög pro- magnetisk broms” som ofta används för Mold): två parallella magnetfält som duktionstakt inom stålförädlingen har bl a utrustningar av detta slag. Det vore rikti- vardera täcker hela strängbredden och resulterat i stränggjutningstekniken som gare att tala om en ”elektromagnetisk flö- där munstyckena för det smälta stålet innebär att man tillverkar ämnen för slut- desfördelare” som förklarar den skenbara mynnar mellan de två magnetfälten valsning till plåt, profiler o d genom kon- paradox som ibland uttrycks som att tinuerlig gjutning i stället för som tidigare i ”tack vare den elektromagnetiska brom- form av diskreta göt 1 . III Konfiguration FC Mold (Flow Control sen kan gjuthastigheten ökas”. Att öka en Slutsatser av utförda Stränggjutning är dock en komplicerad hastighet genom bromsning kan verka beräkningar process: i den gjutna stålsträngen kan motsägelsefullt, men det handlar om att Huvudresultaten av beräkningarna kan skadliga inneslutningar i form av t ex slagg utföra en bromsning av metallflödet på sammanfattas som följer: och gas lätt uppstå. Risken för sådana vissa ställen i kokillen så att en jämn stål- • ofullkomligheter ökar med ökad gjuthas- flödeshastighet erhålls i varje snitt av en betydande inverkan på flödet av tighet bl a på grund av att strålen av smält strängen. Detta kan ske genom elektro- smält stål. Bromsningen får gynnsam- stål tränger djupt ned i den gjutna sträng- magnetisk bromsning som resulterar i en maste inverkan på flödesbilden, då en, varvid gjutpulver och andra förorening- jämn flödeshastighet, varvid gjuthastig- stålstrålen från munstycket är riktad ar lätt dras med och kapslas in i stålet, heten kan ökas utan risk för försämrad mot den region som täcks av magnet- och därigenom sänks stålkvaliteten. stålkvalitet. fältet. • Argongas och statiskt magnetfält har För att få bot mot detta problem har Flera olika konfigurationer för det sta- ABB utvecklat och patenterat en s k elek- tiska magnetfältet kring stålsträngen har som tränger ned i strängens mitt mins- tromagnetisk broms (EMBR) som med ett provats, och stora förbättringar har upp- kar vid magnetfält som täcker hela statiskt magnetfält bromsar det flytande nåtts efter hand. Experiment med nya strängbredden i jämförelse med kon- stålet. På detta sätt erhålls en jämnare konfigurationer är dock mycket dyra och utströmmande stålet över figuration med två lokala magnetfält. • värme- och hastighetsfördelning för det strängens Inneslutningar av icke-metalliska ämnen Temperaturen vid badspegeln (menisken) ökar med 5–15 ˚C då elektromag- bredd 2 samtidigt som risken för inne- Anders Lehman netisk bromsning tillämpas. För t ex slutningar reduceras. Därmed höjs kva- Göte Tallbäck breda kokiller och låg gjuthastighet liteten hos det gjutna stålet. Åke Rullgård kan det vara nödvändigt att minska ef- ABB Industrial Systems AB fekten i Ruler-konfigurationen. Vid en Det kan här vara på sin plats med en kommentar till benämningen ”elektro- 4 ABB Tidning 1/1996 för stark bromsning av stålflödet kan S T R Ä N G G J U T N I N G • Nya tillämpningar för elektromagnetisk bromsning vid stränggjutning kan väntas för mindre ämnesformat med minskat inträngningsdjup och ökad temperatur omedelbart under menisken som gynnsamma effekter på stålkvaliteten. Med EMBR skulle det i framtiden kunna vara möjligt att gjuta med väsentligt höjd gjuthastighet men med bibehållen hög stålkvalitet, vilket är av speciellt intresse vid tunnslabsgjutning. Kommentarer till beräkningsresultaten I Grundkonfiguration – två lokala magnetfält placerade utmed strängens bredd Placering av två eller flera lokala magnetfält utmed strängbredden kännetecknar 1 Stränggjutningsanläggning vid SSAB, Luleå det äldsta utförandet av den elektromagnetiska bromsen 3 . Denna konstruktion stagnation vid kortsidorna uppträda, och därigenom riskeras motsatt effekt, dvs minskad temperatur och frysning • • röret lättare bibehålls och risken för utvecklades för undvikande av djup in- eventuell stagnation reduceras. trängning av flytande stål i strängen och Stålstrålens inträngningsdjup minskar i vid menisken. alla konfigurationer i jämförelse med Medelhastigheten för stålflödet omedel- gjutsträng utan elektromagnetisk broms- bart under menisken minskar ofta kraf- ning, men magnetfältets placering och tigt då ett statiskt magnetfält appliceras i styrka har en avgörande betydelse för kokillen. I konfigurationen FC Mold, där optimalt stålflöde och därigenom för munstyckena för stålet mynnar mellan stålkvaliteten. de horisontella magnetfälten som täcker • 2 3 4 5 6 Tendens till lågfrekventa svängningar hela kokillbredden, blir bromsningen av med hög amplitud vid menisken dämpas stålstrålarna mot kortsidorna begränsad, effektivt under inverkan av ett statiskt och följaktligen reduceras medelhastig- magnetfält i kokillen. Därigenom reduce- heten vid menisken mindre. Denna kon- ras risken för pulverneddragningar, som figuration har dock fördelen att stålflödet ofta uppstår vid hög hastighet och acce- vid menisken från kortsidorna mot gjut- leration av flödet vid menisken. Principiell stålströmningsbild i en kontinuerligt gjuten sträng, till vänster utan, till höger med elektromagnetisk bromsning (EMBR) S EMBR 7 2 Strängbredd 1 Utan EMBR 1 Stort inträngningsdjup för icke-metalliska inneslutningar 2 Tunt gjutpulverskikt 3 Störd badspegel 4 Turbulens Med EMBR 5 Lugn, hetare badspegel 6 Bromsad zon 7 Litet inträngningsdjup för icke-metalliska inneslutningar S ABB Tidning 1/1996 5 S I T R Ä N G G J U T N I II N G III 3 Olika konfigurationer för elektromagnetisk broms (EMBR) I Grundkonfiguration: två lokala magnetfält placerade utmed strängens bredd II Konfiguration Ruler (linjal): ett enda magnetfält som täcker hela strängbredden III Konfiguration FC Mold (Flow Control Mold): två parallella magnetfält som täcker hela strängbredden och där munstyckena för det smälta stålet mynnar mellan de två magnetfälten för minskning av halten icke-metalliska denna konfiguration och att temperaturen effekt, och dessutom kan t ex vid smala inneslutningar. Generellt visar resultat omedelbart under menisken ökar med ämnen en ogynnsam flödesbild, en hu- ifrån praktiska mätningar att inträng- 5–10 ˚C. Det finns dock risk för stagna- vudsaklig strömningskanal i mitten, ge ningsdjupet minskar med upp till 50% i tion i metallflödet vid maximal broms- upphov till ökning av mängden icke-me- I Grundkonfiguration: beräknat strömningsfält i snitten A, B och C med elektromagnetisk broms med lokala magnetfält och vid olika magnetisk flödestäthet B A B Snitt genom strängmitten Snitt 100 mm vid sidan av gjutmunstycket C Snitt 20 mm nedanför badspegeln a b c B C A a 6 ABB B b Tidning Strängdimensioner: 245×1600 mm Gjuthastighet: 1,6 m/min Doppdjup: 190 mm Utströmningsvinkel: –45˚ Effektavgång genom menisken: 75 kW/m2 Argongasmängd: 10 l/min Överhettningstemperatur: 10 ˚C B=0T B = 0,15 T B = 0,32 T C 1/1996 4 C A B c A S T R Ä N G G J U T N I N G talliska inneslutningar i det stelnade skalet. Därför är simuleringar ett viktigt verkC tyg för fastställande av optimal placering C av EMBR. Den beräknade tredimensionella strömningsbilden visas i 4 och de inducerade strömmarna och Lorentz-krafterna i 5 . II Konfiguration Ruler – ett magnetfält som täcker hela strängbredden Denna konfiguration kännetecknas av att ett enda magnetfältet täcker hela sträng- B A a B A b bredden 3 och brukar anses som den andra generationen elektromagnetiska bromsar. De första installationerna togs i Inducerade elektriska strömmar (a) och Lorentz-krafter (b) i snitten A, B och C för en elektromagnetisk broms med lokala magnetfält och samma gjutdata som fig 4, dock endast en flödestäthet, 0,32 T 6 II Konfiguration Ruler: beräknad absolut hastighetsfördelning i ett snitt genom strängmitten parallellt med strängens bredsida. I de svarta områdena är den absoluta hastigheten 0,4 –1,0 m/s Doppdjup 150 mm, utströmningsvinkel 0˚ a EMBR från, argongasflöde 0 b EMBR från, argongasflöde 10 l/min c EMBR till, argongasflöde 0 d EMBR till, argongasflöde 10 l/min a e 1300 Doppdjup 250 mm, utströmningsvinkel –30˚ e EMBR från, argongasflöde 0 f EMBR från, argongasflöde 10 l/min g EMBR till, argongasflöde 0 h EMBR till, argongasflöde 10 l/min 5 För alla delfigurer gäller: Strängdimensioner: 225 × 1300 mm Gjuthastighet: 1,5 m/min Effektavgång genom menisken: 75 kW/m2 Överhettningstemperatur: 20 ˚C Högsta flödestäthet: 0,3 T b c d f g h ABB Tidning 1/1996 7 S T R Ä N G G J U T N I N G 2500 a b c 7 II Konfiguration Ruler: spårning av 200 µm stora partiklar i strängmitten med flödestäthet av 0 (a), 0,15 (b) och 0,3 T (c) Strängdimensioner: 250 × 2500 mm Gjuthastighet: 0,9 m/min Doppdjup: 225 mm Utströmningsvinkel: –20˚ Effektavgång genom menisken: 150 kW/m2 Argongasmängd: 5 l/min Överhettningstemperatur: 15 ˚C drift år 1991 vid Sollac, Dunkerque/Frank- tallflödet att strömma ovanför magnetfält- raturen ökar med 5–15 ˚C i Ruler-konfigu- rike, och Hoogovens, IJmuiden/Holland. området. Med ökat doppdjup och mera rationen. Inverkan av mängd argongas och nedåtriktat munstycke tränger det smälta Beräkningar och praktiska mätningar munstyckets doppdjup (SEN, Submer- stålet rakt in i magnetfältet, vilket resulte- visar att ett statiskt magnetfält i kokillen ged Entry Nozzle) på absoluthastigheten rar i att strålen bromsas effektivt. Dock kan utnyttjas för styrning av metallflödet framgår av 6 . kan en för högt placerad EMBR leda till vid menisken. Detta flöde bestäms, vid Vid litet doppdjup och mera horison- en ansamling av argongasbubblor nära avsaknad av elektromagnetisk broms, av tellt utlopp hos munstycket tenderar me- gjutröret. Allmänt gäller att menisktempe- strängens bredd, gjuthastighet, argon- 8 Beräknad temperaturfördelning i en 2500 mm bred sträng vid elektromagnetisk bromsning med Ruler-konfiguration och magnetiska fältstyrka av 0 (a), 0,15 (b) och 0,3 T (c). I de svarta områdena är överhettningstemperaturen 6–8 ˚C (gjutdata som i fig 7). A Snitt genom strängmitten C C Snitt 20 mm nedanför badspegeln C C 2500 a 8 ABB A Tidning 1/1996 b A c A S T R Ä Minskning av blandningsregionen 9 från 6 till 3 m stränglängd l vid kvalitetsomställning (kiselhalt Si) hos Preussag AG, Salzgitter/Tyskland, utan (blå) och med (röd) elektromagnetisk bromsning l Si MR1 MR2 N G G J U T N I N G MR1 MR2 1.0 % 0.8 Stränglängd Kiselhalt Blandningsregion utan EMBR Blandningsregion med EMBR 0.6 0.4 Si 0.2 mängd och munstyckets utformning. 0 0 Med elektromagnetisk bromsning kan 1 2 3 4 hastigheten vid menisken regleras. Nor- 5 6 7 8 9 10 11 m 12 l malt önskas en minskning av denna hastighet. Vid alltför stark bromsning kan det uppstå ett reverserat flöde riktat från munstycket mot kortsidorna. Svårigheten att exakt prediktera när stålflödet vänder vid menisken ökar risken för stagnation. Spårning av partiklar med 200 µm storlek visas i 7 och beräknad temperaturfördelning i en 2500 mm bred kokill i 8 . I fall C har flödet nästan stagnerat nära kortsidorna vid full bromseffekt. Elektrisk ström inducerad i snitten A, B och C vid användning av elektromagnetisk broms enligt konfiguration ”FC Mold” med flödestäthet 0,3 T. Gjutröret har fyra öppningar som mynnar mellan magnetfälten. Trots den relativt låga magnetiska flödestätheten har reduktion av inträngningsdjupet för föroreningar med 50% uppmätts i befintliga installationer. A B C I fall med låg överhettningstemperatur Snitt genom strängmitten Snitt 100 mm vid sidan av gjutmunstycket Snitt 20 mm nedanför badspegeln finns risk för frysning vid meniskens kort- 10 Strängdimensioner: 260 × 1700 mm Gjuthastighet: 1,7 m/min Nedsänkningsdjup: 200 mm Utströmningsvinkel: –20˚ Effektavgång genom menisken: 75 kW/m2 Argongasmängd: 16 l/min Överhettningstemperatur: 25 ˚C sidor, och åtgärden är då att minska den magnetiska flödestätheten, öka gjuthastigheten eller minska munstyckets utloppsöppning. C Genom simuleringar kan bromsutförandet bestämmas för varje enskilt fall så att ogynnsamma effekter av ovannämnt slag undviks. Elektromagnetisk bromsning har i praktiken visat sig vara effektiv för minskning av inträngningsdjupet. Som framgår av mätningar utförda vid Preussag Stahl, Salzgitter/Tyskland, låter sig blandningszonen, som uppstår i strängen vid omställning av reduktionsgraden, reduceras från 6 till 3 m med hjälp av elektromagnetisk bromsning 9 . B a A b ABB Tidning 1/1996 9 S T R Ä N G G J U T N I N G 50 30 cm /s 10 v 0 – 10 – 20 – 30 – 40 – 50 – 60 cm /s 30 20 10 v 0 – 10 320 360 t 400 440 s – 20 0 480 1 2 3 4 5 min 6 t Beräknad meniskhastighet v utan (blå) och med (röd) elektromagnetisk bromsning 11 Strängdimensioner: 50 × 1300 mm Gjuthastighet: 5,5 m/s Registrerad badspegelhastighet v 350 mm från gjutmunstycket utan (blå) och med (röd) elektromagnetisk bromsning 12 Strängdimensioner: 225 × 2100 mm Gjuthastighet: 1,3 m/s • III Konfiguration FC Mold – omedelbart under menisken 325 mm från En transient LES-modell för studium två magnetfält som täcker hela strängmitten med och utan EMBR in- av lågfrekventa svängningar i menis- strängbredden kopplad visas i 11 . ken. För att kartlägga inverkan av elek- FC Mold-konfigurationen 3 har utveck- Effektiv dämpning av oscillationerna i tromagnetisk bromsning på sväng- lats av Kawasaki Steel Corporation, menisken har rapporterats från ett flertal ningar i den fria stålytan, menisken, Japan, i samarbete med ABB. Den kän- EMBR-installationer. Ett exempel från har en s k transient LES-turbulens- netecknas av två parallella magnetfält Hoogoven, IJmuiden Holland visas i 12 , modell (Large Eddy Simulation) an- som vardera täcker strängens hela bredd där en påtaglig reduktion av såväl medel- vänts. i kokillen. De elektriska strömmar som in- hastighet som oscillationer noterats, vil- duceras i det smälta stålet samt argon- ket kraftigt reducerar risken för att gjut- gashalten vid tillämpning av denna kon- pulver dras ned i stålsträngen. figuration visas i 10 . Referenser [1] Lehman, A. F. m fl: Fluid flow control Mätningar visar att trots att den mag- in continuous casting using various confi- netiska flödestätheten är relativt låg och Tillämpade fysikaliska och gurations of static magnetic fields. Inter- de inducerade strömmarna är riktade åt matematiska national Symposium on Electromagnetic olika håll, minskar inträngningsdjupet principer i modellerna Processing of Materials, Nagoya/Japan, minskats med upp till 50 %. Medelhastig- Två modeller har utvecklats för predikte- 1994. heten under menisken minskar inte i så ring av elektromagnetisk bromsning av [2] Tallbäck, G. m fl: Simulations of hög grad, men den bromsande effekten stålflödet: EMBR influence on fluid flow in slabs. kan, som i Ruler-konfigurationen, styras • En stationär turbulensmodell för studi- 17th Advanced Symposium 1994, Phoe- genom förändring av doppdjup och ut- um av medelflödet hos stålet i sträng- nix, AZ/USA. ABB Industrial Systems do- strömningsvinkel för munstycket. en vid olika konfigurationer. En tredi- kument nummer GRT40681 (1994). mensionell turbulensmodell har anResultat erhållna med den vänts för beräkning av stålflödet i transienta modellen strängen där argongasens lyftkraft på Författarnas adress Ett statiskt magnetfält reducerar effektivt smältan samt fördelningen av inneslut- Anders Lehman de lågfrekventa svängningarna i kokillen. ningar har beaktats under inverkan av Göte Tallbäck Till temperaturökningen, olika elektromagnetiska fältkonfigura- Åke Rullgård som tar ca 2 minuter innan den är fullt ut- tioner. Det tredimensionella magnetfäl- ABB Industrial Systems AB vecklad, gör denna dämpning sig märk- tet har beräknats med Vector Fields Metals Division, Steelworks Products bar momentant vid inkoppling av EMBR. program TOSCA och sedan förts in i S-721 67 Västerås Den beräknade horisontella hastigheten flödesprogrammet Harwell Flow3D. Fax: +46 (0)21 14 83 27 10 skillnad ABB från Tidning 1/1996